Вспышка - один из самых неприятных дефектов при литье под давлением. Этот тонкий слой пластика вдоль линии раздела ваших литых деталей не только плохо выглядит, но и может привести к дорогостоящей постобработке.
Что же в первую очередь вызывает вспышку? И, что еще важнее, как предотвратить ее появление?
В этом полном руководстве по устранению неполадок, как профессионал производитель литья пластмасс под давлениемЯ расскажу вам о главных причинах возникновения вспышек при литье под давлением. Я также поделюсь полезными советами по устранению этого дефекта из вашего производственного процесса.
Что такое вспышка при литье под давлением?
Прежде чем мы перейдем к рассмотрению причин, давайте убедимся, что мы находимся на одной волне относительно того, что такое вспышка при литье под давлением.
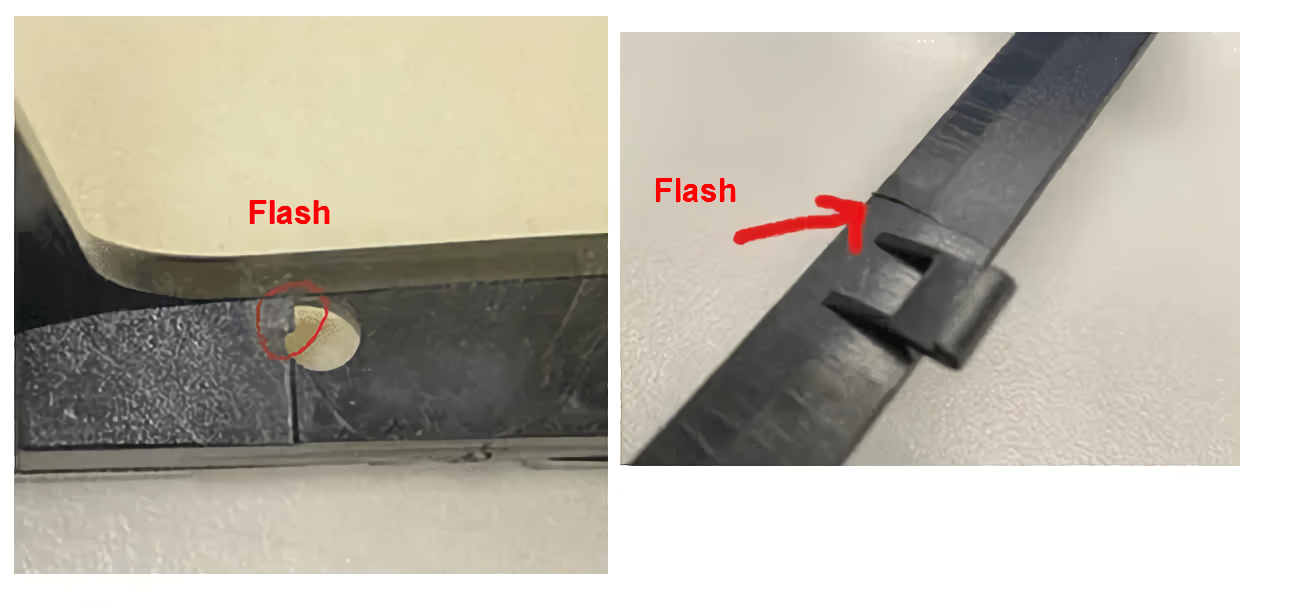
Вспышка - это тонкий слой или "плавник" пластика, который вытекает из полости пресс-формы в процессе литья под давлением. Он выглядит как небольшой лоскут или выступ избыточного пластика вдоль линии разделения формованного компонента.
Иногда вспышки возникают вокруг выталкивающих штифтов, направляющих или вентиляционных отверстий. Но, как правило, чаще всего вспышки возникают на линии разъема пресс-формы.
Вспышка возникает, когда давление на этапах впрыска или упаковки превышает способность пресс-формы оставаться полностью закрытой. Подробнее об этих конкретных причинах мы поговорим чуть позже.
Теперь, когда вы знаете, как выглядит вспышка, давайте разберемся в ее причинах.
Что вызывает вспышку при литье под давлением?
Существует несколько потенциальных причин возникновения вспышек в деталях, изготовленных методом литья под давлением:
- Несоответствие линий раздела
- Неправильная вентиляция
- Низкое давление зажима
- Низкая вязкость материала
- Неравномерное наполнение
- Переупаковка
Далее я расскажу о каждой из этих распространенных причин возникновения вспышек.
Несовпадения линий раздела
Линия раздела - это место, где две половины литьевой формы соединяются и герметизируются. Несовпадение линий разъема происходит, если на этой поверхности имеются зазоры или отверстия.
Во время впрыска образуются вспышки, когда расплавленный пластик вытекает через эти небольшие зазоры в уплотнениях разделительной линии.
Что в первую очередь приводит к несовпадению линий разъема? Вот несколько распространенных причин:
- Загрязнение: Пыль, грязь, масло и остатки могут препятствовать надлежащему уплотнению вдоль линии разъема.
- Изношенная плесень: После тысяч циклов износ может привести к деформации половинок пресс-формы, что приведет к образованию зазоров.
- Сложные геометрии деталей: Замысловатые формы деталей оказывают дополнительное давление, что может привести к образованию тонких отверстий.
Неправильная вентиляция
Вентиляционные отверстия позволяют задержанному воздуху выходить из полости пресс-формы во время впрыска. Без надлежащей вентиляции давление воздуха внутри полости может вытеснить расплавленный пластик через любые крошечные щели в уплотнениях.
Если ваши формы не имеют вентиляционных отверстий, расположенных соответствующим образом вокруг полости, вероятность возникновения вспышек значительно выше.
Низкое давление зажима
Давление смыкания - это сила, прилагаемая для удержания формы в герметичном состоянии во время впрыска и упаковки. Если давление смыкания не может противостоять давлению материала в полости, образуется вспышка.
Обычно это происходит, когда скорость впрыска, давление или температура слишком высоки по сравнению с доступным усилием зажима.
Низкая вязкость материала
Вязкость относится к толщине и характеристикам текучести расплавленного пластика. Ниже вязкость материалы легче проходят через узкие отверстия.
Чрезмерный нагрев сопла/ствола, содержание влаги или смазки - все это может привести к снижению вязкости. А когда вязкость становится слишком низкой, вероятность вспышки возрастает.
Неравномерное наполнение
Если полость формы заполняется неравномерно, можно получить несбалансированное давление упаковки. Лидеры потока помогают направлять материал вперед, но неправильно расположенные затворы и бегунки также приводят к неравномерному потоку.
По мере того как внутри полости нарастает давление, образуются вспышки, когда пластик выходит через все доступные отверстия.
Переупаковка
Даже при правильном заполнении формы могут возникнуть проблемы, если в нее набивается слишком много материала. Такое локальное переполнение вызывает вспышки, поскольку излишки материала находят пути к выходу.
Конструкция затвора, расположение бегунков, скорость/давление впрыска и время выдержки - все это влияет на равномерность упаковки.
Как предотвратить вспышку при литье под давлением
Теперь, когда мы рассмотрели основные причины, давайте поговорим о профилактике. Вот шесть советов, которые помогут избежать вспышек в ваших компонентах, изготовленных методом литья под давлением:
1. Правильная конструкция пресс-формы
Прецизионные компоненты пресс-формы и качественная отделка поверхности в значительной степени предотвращают вспышки. Это включает в себя соответствующее размещение вентиляционных отверстий, радиусные кромки, а также отказ от ненужных скольжений, тяг и сложных запорных устройств.
2. Строгий уход за пресс-формой
Со временем износ может привести к появлению тонких отверстий для образования вспышек. Соблюдение графиков профилактического обслуживания помогает сохранить геометрию пресс-формы. Это включает в себя периодическую проверку, полировку, осмотр и замену при необходимости.
3. Достаточный тоннаж зажима
Определите необходимый тоннаж, чтобы обеспечить герметичность формы и избежать образования отверстий для вспышки. Переизбыток прессов приводит к ускоренному износу, а недоизнос зажимов - непосредственно к вспышкам.
4. Оптимизированные настройки процесса
Соблюдение рекомендаций поставщика смолы по наполняемости, скорости/давлению впрыска и температуре бочки - это хорошая отправная точка. Но дальнейшая настройка поможет учесть специфику вашей пресс-формы и динамику машины.
5. Стабильность размеров
Выбор материалов с соответствующим уровнем стабильности размеров позволяет избежать усадки после формования, которая может усугубить существующие дефекты вспышки.
6. Допуск на размеры
Хотя это и может показаться незначительным, но немного больший зазор на линии разъема обеспечивает лучшее уплотнение от возможной вспышки. Просто не забудьте учесть эти расширенные диапазоны допусков при сборке.
Устранение заминов и улучшение качества литья под давлением
Вот и все - полное руководство по причинам, профилактике и устранению дефектов вспышки при литье под давлением.
Материаловедение, лежащее в основе этого процесса, безусловно, сложное. Но помните, что вспышка в конечном итоге сводится к тому, что давление внутри полости превышает то, которое может выдержать пресс-форма.
Согласуйте конструкцию оснастки, возможности оборудования, настройки процесса и выбор материала, чтобы избежать такого дисбаланса давления. Сделайте это, и вы избавитесь от плоских поверхностей, а также повысите качество, время цикла и затраты.
Как всегда, я надеюсь, что это руководство даст вам практические советы, необходимые для улучшения производственных операций. Сообщите мне в комментариях, если у вас возникнут другие вопросы!