Давление выдержки - важнейший, но часто недопонимаемый аспект процесса литья под давлением. Как профессионал производитель литья пластмасс под давлениемЯ здесь для того, чтобы разъяснить этот важнейший параметр и объяснить, как именно давление прижима влияет на ваши формованные детали.
Давайте начнем с самого начала - что такое давление?

Определение давления удержания
Вкратце, давление удержания это давление, которое поддерживается в расплавленном пластике после заполнения полости формы при литье под давлением. Обычно оно составляет около 70-80% от максимального давления впрыска.
Цель удержания давления двояка:
- Компенсируйте усадку материала при охлаждении и затвердевании детали
- Выньте форму и приложите достаточное усилие для заполнения последней полости 5-10%
Расплавленный пластик сжимается при охлаждении. Без прижима эта усадка может отсосать лишний материал из бегунков и затворов обратно в ствол, в результате чего вы получите детали с короткими отверстиями.
Удерживая давление на винт, вы подаете в форму дополнительный материал, чтобы учесть эту усадку. Результат? Полностью упакованные детали.
Не знаю, как вы, а я думаю, что некоторые наглядные примеры здесь не помешают. Вот что происходит на этапах литья под давлением:
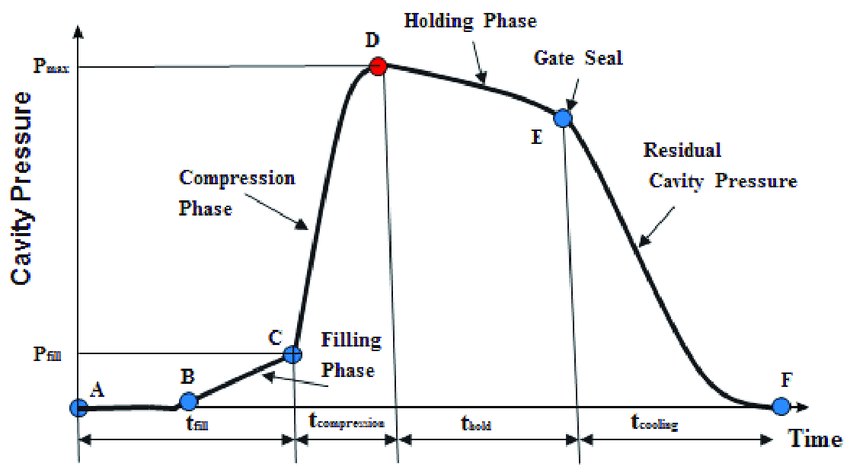
- Фаза 1 - Заполнение: Давление впрыска заполняет ~95% полости пресс-формы
- Фаза 2 - Упаковка: с помощью давления вытягивается последняя часть полости.
- Фаза 3 - Охлаждение: Давление падает по мере застывания детали
Фактические значения давления при выдержке зависят от материала. Например:
- Полиамид (PA) удерживает давление - 50% давления впрыска
- Полиоксиметилен (POM) давление удержания - 80% давления впрыска
- Давление удержания полипропилена (PP) / полиэтилена (PE) - 30-50% давления впрыска
Но независимо от смолы, давление выдержки всегда должно быть ниже давления впрыска, чтобы избежать вспышек и других дефектов.
Теперь, когда вы поняли основы, давайте разберемся, почему настройка давления удержания имеет значение.
Почему удерживание давления имеет значение
Одним словом: качество.
Правильное давление прижима устраняет такие дефекты деталей, как короткие выстрелы, усадка и внутренние пустоты. Взгляните:
Между тем, недостаточное давление прижима приводит к:
- Следы от раковины
- Деформация
- Линии сварки
- Несоответствие размеров
А чрезмерное удерживающее давление вызывает такие проблемы, как:
- Вспышка
- Остаточное напряжение
- Румяна для ворот
Ничего хорошего.
Настроив давление выдержки на оптимальный уровень, вы сможете избежать всех этих дефектов и производить стабильно высококачественные детали партия за партией.
Позвольте мне показать вам, что я имею в виду.
Настройка давления выдержки для обеспечения качества деталей
Подбор давления удержания - это скорее искусство, чем наука. Но вот надежный процесс, позволяющий найти оптимальный вариант:
Шаг 1: Начните с базового давления удержания около 65-75% от максимального давления впрыска.
Шаг 2: Постепенно увеличивайте давление прижима с каждым выстрелом. Между выстрелами проверяйте детали на наличие визуальных дефектов.
Шаг 3: Прекратите увеличивать давление прижима, когда на воротах появятся первые признаки покраснения или вспышки.
Шаг 4: Уменьшите давление удержания на ~5% от точки покраснения/вспышки. Это оптимальное давление удержания.
В идеале вы должны получить процесс, который полностью заполнит форму, не размывая ворота и не создавая остаточных напряжений.
Конечно, не следует слепо менять давление прижима. При каждом изменении обращайте внимание на его влияние на качество детали:
- При слишком низком давлении ожидайте коротких выстрелов и раковин
- При оптимальном давлении детали должны заполняться полностью без дефектов
- При превышении оптимального давления ворота краснеют и вспыхивают.
Настройте свой процесс соответствующим образом.
На этом мы закончим этот краткий курс по удержанию давления! Дайте мне знать, если у вас есть другие темы по литью под давлением, которые вы хотите, чтобы я осветил. Я живу ради этого!