Пластификация - это важнейший этап процесса литья под давлением, который подготавливает пластиковую смолу к формованию, переводя ее из твердого состояния в расплавленное. В этом исчерпывающем руководстве вы, как профессионал производитель литья пластмасс под давлениемМы расскажем, что именно включает в себя пластификация и почему она так важна для создания высококачественных деталей, изготовленных методом литья под давлением.
Что такое пластификация в литье под давлением?
Пластификация - это процесс расплавления гранул пластиковой смолы и их смешивания до получения однородной расплавленной жидкости, которую можно впрыскивать в пресс-форму. Это один из начальных этапов литья под давлением, происходящий до того, как пластик попадает в полость формы.
Правильное пластифицирование необходимо для получения прочных, стабильных деталей с хорошей отделкой поверхности. Если пластик не был тщательно расплавлен и перемешан, это может привести к визуальным дефектам, структурным недостаткам и несоответствиям между деталями.
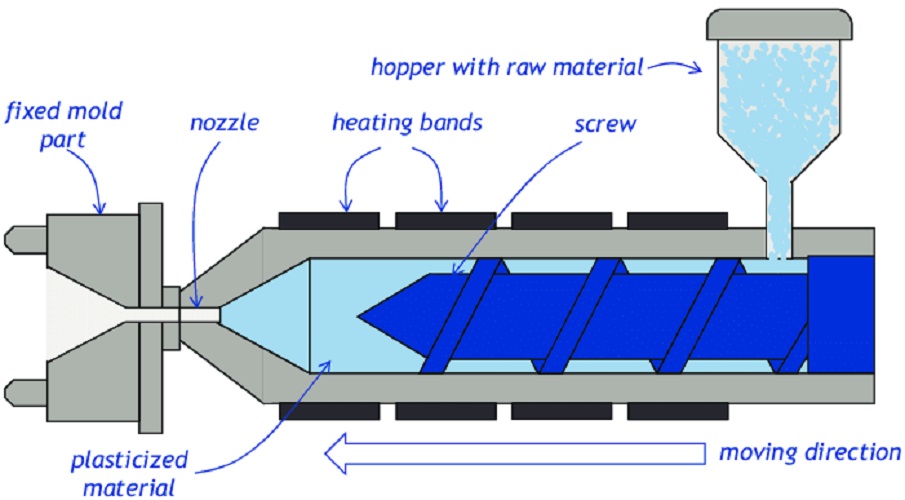
В процессе пластификации пластиковые гранулы подаются в нагретую бочку и вращаются шнеком. Механическое трение и внешнее тепло расплавляют пластик, а шнековое перемешивание обеспечивает равномерную температуру и вязкость. После пластификации расплавленный пластик можно впрыскивать с контролируемой скоростью и давлением, чтобы заполнить полость формы.
Почему пластификация важна?
Пластик, не прошедший тщательную пластификацию, не сможет заполнить сложные детали литьевой формы, что снизит качество детали. Вот несколько основных причин, по которым пластификация является важнейшим этапом:
- Обеспечивает правильное плавление и смешивание полимерных цепей
- Достижение равномерной температуры и вязкости
- Обеспечивает полное заполнение формы без препятствий
- Обеспечивает прочность и гибкость, необходимые для функционирования детали
- Обеспечивает гладкую поверхность без визуальных дефектов
Одним словом, комплексное пластифицирование устраняет проблемы, которые в противном случае могли бы испортить косметический вид и механические характеристики компонентов, изготовленных методом литья под давлением.
Как происходит процесс пластификации?
Пластификация происходит внутри литьевой машины. бочка с подогревом благодаря совместному воздействию:
- Теплота трения: Возникает под действием сил сдвига вращающегося винта.
- Внешнее отопление: Добавляется с помощью регуляторов температуры в бочках.
- Микширование: Обеспечивается геометрией винта.
Когда пластиковые гранулы попадают в бочку из бункера, они сталкиваются с тремя различными зонами, каждая из которых способствует плавлению, смешиванию и накоплению расплава:
1. Зона подачи
Гранулы подаются в бочку и перемещаются вперед вращающимся шнеком. Здесь происходит минимальное плавление, в основном за счет тепла, проходящего через стенки бочки.
2. Зона сжатия
Пространство между витками шнека сужается, увеличивая давление и силы сдвига/тепло. Это приводит к расплавлению внешних слоев гранул.
3. Зона учета
Экстремальный сдвиг за счет небольших каналов шнека и высочайшая температура полностью расплавляют гранулы в жидкую матрицу. Тщательное перемешивание позволяет получить однородный расплав, готовый к инъекции.
Настройка температуры ствола, числа оборотов винта и противодавления позволяет настраивать параметры, обеспечивающие равномерную подачу расплава пластика в форму. Процесс пластификации достигает кульминации, когда шнек впрыскивает расплавленную смолу через сопло, литниковую втулку и систему бегунков в ожидающую полость пресс-формы.
Проблемы с пластификацией и способы их устранения
Для получения безупречных, стабильных деталей при литье под давлением пластификация должна подготовить материал к точному соблюдению характеристик вязкости, температуры и текучести. Вот некоторые распространенные проблемы пластификации и советы по их устранению:
Перегретый материал
- Причины: Чрезмерный нагрев ствола, слишком высокое число оборотов винта
- Решения: Снижение температуры ствола, уменьшение числа оборотов шнека
Неразработанный материал
- Причины: Низкий нагрев ствола, низкое число оборотов винта
- Решения: Повышение температуры и скорости вращения шнека для улучшения коэффициента расплава
Неравномерный расплав
- Причины: Недостаточное время смешивания и выдержки
- Решения: Замедлить впрыск, увеличить противодавление
Деградация материала
- Причины: Слишком сильное нагревание при сдвиге
- Решения: Увеличение скорости подачи, снижение числа оборотов шнека
Черные вкрапления в деталях
- Причина: Материал перегрелся и разрушился
- Решение: Снижение температуры ствола и оборотов винта
Тщательная настройка параметров пластификации позволяет формовщикам подобрать оптимальную подготовку материала, обеспечивающую полное заполнение формы без ухудшения качества. смола.
Выводы по пластификации при литье под давлением
- Пластификация переводит пластиковые гранулы в расплавленное состояние перед впрыском за счет фрикционного или внешнего нагрева в сочетании с перемешиванием.
- Это критически важный этап, позволяющий правильно заполнить пресс-форму и получить качественные детали, изготовленные методом литья под давлением.
- В процессе пластификации полимерная смола проходит через специальные зоны шнека, обеспечивая плавление, повышение давления и смешивание.
- Для достижения идеальной вязкости, температуры и текучести без ухудшения свойств материала требуется точная регулировка температуры, давления, скорости вращения шнека и времени выдержки.
Понимание процесса пластификации помогает формовщикам контролировать этот чувствительный процесс для достижения высокого выхода бездефектных и прочных деталей, изготовленных методом литья под давлением. При тщательной подготовке пластика сложные формы могут быть заполнены с высокой повторяемостью, что позволяет полностью реализовать потенциал конструкции детали.