Литье под давлением - неотъемлемая часть современного производства. Этот процесс позволяет создавать сложные пластиковые детали на высокой скорости с помощью пресс-форм. Когда нагретый пластик впрыскивается в форму, он проходит через канал, называемый литник. Так что же такое литник в литье под давлением? Как профессионал производитель литья пластмасс под давлениемЯ помогу вам это выяснить!
Что такое литник в литье под давлением?
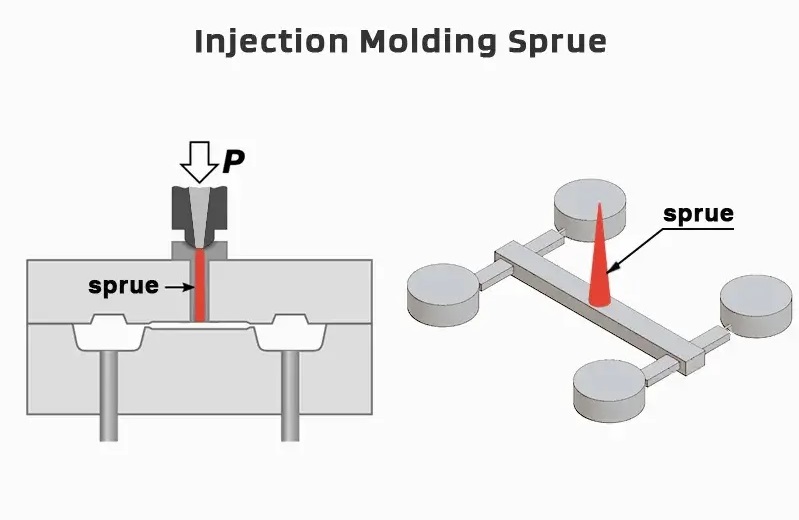
Литник - это проход, по которому расплавленный пластик поступает из сопла в полость пресс-формы. Он служит каналом для передачи материала из ствола машины для литья под давлением в пресс-форму.
Литник - это точка входа пластика в систему бегунков и затворов пресс-формы. Это первый канал, по которому течет расплавленный полимер после выхода из сопла. Правильная конструкция литника имеет решающее значение для плавного процесса заполнения формы и хорошего качества деталей.
Типы деталей
В литье под давлением существует две основные категории шприцев - горячие и холодные. Давайте рассмотрим обе:
Горячий литник
Горячий литник остается нагретым во время цикла литья под давлением, чтобы поддерживать пластик в расплавленном состоянии, когда он поступает в полость формы. Горячие литники имеют встроенный нагревательный элемент, обычно втулку вокруг сопла литника.
К преимуществам использования горячего литника относятся:
- Ускоренное время цикла, так как литник остается расплавленным между съемками
- Улучшенное заполнение сложных и больших геометрических форм деталей
- Более стабильное качество деталей
Недостатками являются более высокая стоимость пресс-формы и сложность обработки в горячем состоянии. Горячие литники подходят для деталей, изготовленных из полимеров с высокой текучестью расплава, таких как поликарбонат и полиэтилен.
Холодный литник
В отличие от горячих литников, холодные литники не имеют встроенных нагревательных элементов. Поэтому пластик застывает внутри литника, как только он попадает в полость формы. Застывший литник легко отделяется от готовой детали после формовки.
Некоторые плюсы холодных струй:
- Более низкая стоимость пресс-формы по сравнению с горячей
- Легко снимать детали после формовки
- Требуют меньшего обслуживания
К недостаткам можно отнести неравномерное заполнение полостей и плохое качество поверхности деталей. Для холодных шприцев обычно подходят менее вязкие полимеры, такие как полипропилен, полистирол и другие товарные смолы.
Конструкция фильеры
Оптимизация конструкции литника - ключевой момент для минимизации таких дефектов, как следы течения, неполное заполнение полости и длительное время цикла. Вот некоторые моменты, которые следует учитывать:
Диаметр
Правильный диаметр литника обеспечивает ламинарный поток без сильной турбулентности. Он зависит от скорости впрыска, расположения и положения затворов. Как правило, диаметр литника соответствует размеру отверстия инжекционного сопла.
Длина
Более длинные шланги могут привести к разрушению материала из-за чрезмерной потери тепла. Короткие шланги могут привести к резкому падению давления. Для достижения оптимальной производительности длина шланга должна быть в пределах от 6 до 10 раз больше диаметра сопла.
Форма и конусность
Входное отверстие литника должно соответствовать изогнутому профилю сопла, чтобы предотвратить утечку. Плавное сужение от более широкого на входе к более узкому на выходе способствует равномерному потоку. Стандартные конусы варьируются от 2° до 6°.
Расположение
Размещайте литники вблизи самых толстых участков полости формы, где температура пластика может оставаться высокой. Избегайте тонких участков, которые подвержены раннему застыванию.
Правильное размещение литников и их конструкция обеспечивают равномерное заполнение деталей и уменьшают распространенные дефекты, такие как короткие выстрелы. Это позволяет оптимизировать качество деталей, минимизировать расход материалов и сократить общее время цикла при производстве литья под давлением.
Всегда ли для литья под давлением нужен литник?
Для большинства формованных компонентов литник необходим для переноса материала из сопла в полость и обеспечения надлежащей вентиляции. Однако в некоторых случаях можно обойтись прямым литниковым затвором.
Прямой литник сочетает в себе функции литника и затвора. Полимер поступает прямо из наконечника сопла в полость детали.
Несмотря на свою простоту, эти литники имеют свои ограничения:
- Работает только для одиночных небольших полостей. Непрактично для множества сложных полостей.
- Отсутствие реального контроля над потоком и давлением материала
- Наконечник сопла должен находиться в непосредственной близости от входа в полость
Из-за таких ограничений литники редко используются в серийном литье под давлением.
Заключительные мысли
Понимание того, что такое литник в литье под давлением, помогает оценить его важность для получения качественных деталей. Литники подают материал из бочки в форму и существенно влияют на процесс литья.
Хотя оптимизация конструкции литника часто воспринимается как мелочь, ее не следует упускать из виду. Такие факторы, как диаметр, длина, угол конусности и расположение, напрямую влияют на эффективность цикла, снижение количества брака и экономию средств за счет ускорения цикла.
Каждый литник при литье пластмасс требует индивидуальной настройки в зависимости от ограничений по расположению, материала, из которого производится литье, геометрии детали и объемов производства. Сотрудничество с опытными производителями пресс-форм позволяет создавать надежные схемы расположения литников и бегунков, обеспечивающие превосходное литье под давлением.