Литье под давлением предполагает наличие необходимого количества расплавленного пластика, или "размера дроби", для полного заполнения полости формы. Подушка - это дополнительный объем дроби, превышающий тот, который требуется для заполнения формы. Эта пластиковая подушка служит для поддержания давления на остывающий, сокращающийся материал в пресс-форме во время фазы упаковки в цикле литья под давлением.
Понимание подушки помогает формовщикам оптимизировать качество, допуски и согласованность деталей. Читайте далее, как профессионал производитель литья пластмасс под давлениемЯ расскажу об этой важнейшей концепции литья под давлением.
Почему подушка имеет значение при литье под давлением
Поддержание давления во время упаковки - ключевой момент для правильного формирования детали. Когда горячий пластик поступает в относительно более холодную форму, он начинает терять тепло на стенках формы. Остывающий пластик также уменьшается в объеме. Без достаточного давления материал будет отходить от поверхностей формы, снижая точность и качество деталей.
Подушка служит резервуаром для расплавленного пластика, который продолжает оказывать давление на отверждаемый материал. Под действием этого давления дополнительное количество пластика попадает в зоны усадки для поддержания контакта с пресс-формой. Для изготовления полных, точных по размерам деталей требуется правильное давление на упаковку.
Предотвращение дефектов деталей
Недостаточная амортизация может стать непосредственной причиной таких распространенных дефектов деталей, как короткие выстрелы, раковины и деформированные детали. При преждевременном снижении давления упаковки происходит усадка материала, образующая видимые дефекты. Поддержание давления набивки в течение необходимого времени помогает обеспечить целостность деталей в соответствии со спецификацией.
Как работает подушка при литье под давлением
Теперь, когда вы знаете, почему подушка имеет значение, давайте посмотрим, как дополнительная емкость дроби позволяет повысить качество деталей:
Устройство для инъекций
Современные машины для литья под давлением используют шнек, расположенный внутри нагретой бочки, чтобы расплавить пластиковые гранулы. При вращении шнек перемещает расплавленный материал вперед через обратный клапан. Скопление расплавленного пластика перед наконечником шнека называется дробью.
Заполнение формы
В процессе впрыска шнек движется вперед, действуя как плунжер и продавливая дробь через сопло, литник, бегунки и в полости пресс-формы. Ход шнека определяет размер дроби.
Упаковка деталей
После заполнения формы расплавленный пластик продолжает поступать внутрь на этапе упаковки. Он оказывает давление на остывающий материал, сжимаясь внутри формы.
Поддержание этого давления является ключевым фактором для производства цельных и качественных деталей. По мере того как материал теряет тепло и сжимается, давление упаковки вгоняет дополнительный материал, чтобы компенсировать это. Когда давление пластика равно давлению формы усилие зажимаВорота застывают, завершая фазу упаковки.
Почему подушка имеет большое значение для давления упаковки
Для упаковки формы требуется давление пластика на отверждаемый материал. Без подушки между наконечником шнека и входом в форму нечему было бы оказывать это необходимое давление во время упаковки.
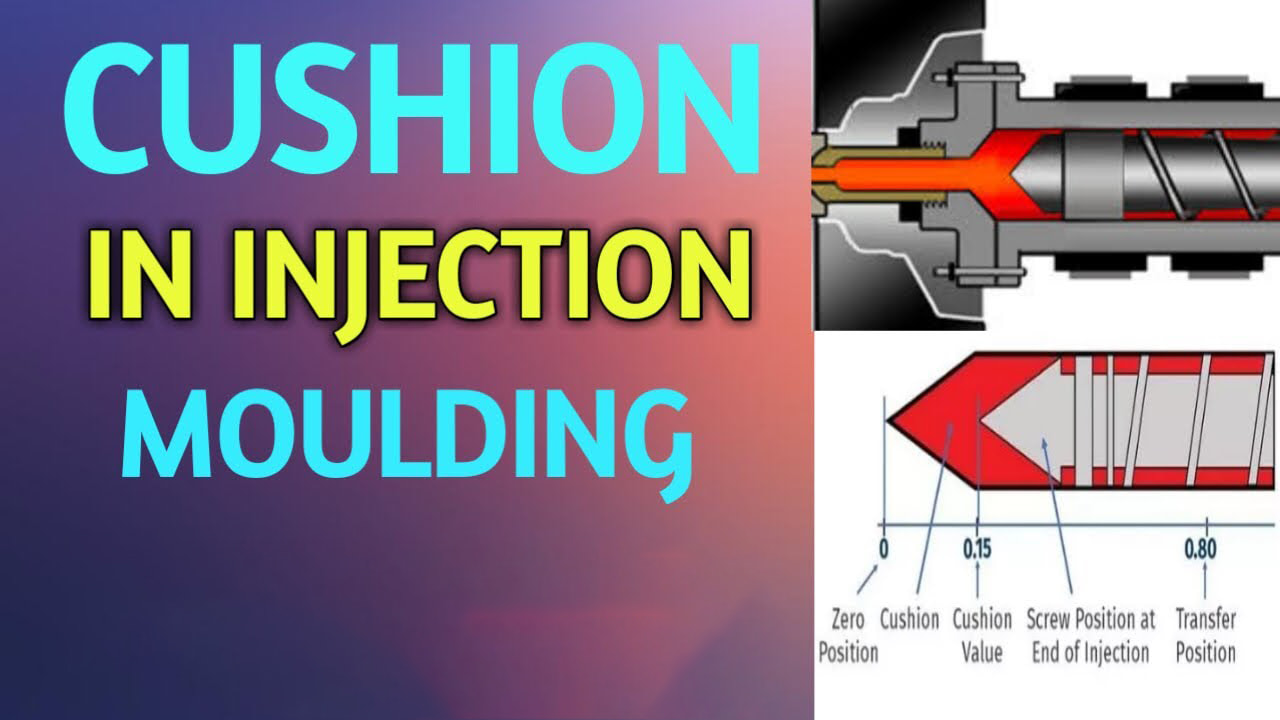
Измерительная подушка
Под подушкой понимается остаточный объем выстрела между концом хода впрыска и максимальным ходом шнека. Обычно она измеряется как линейное расстояние между наконечником шнека и соплом в конце упаковки.
Типичное расстояние между подушками для машины стандартного размера составляет 5 - 10 мм. Для более крупных инжекционных установок требуются подушки соответствующего размера. Оптимальный размер подушки зависит от формы, материала, степени заполнения и других факторов.
Подушка для мониторинга
Поскольку подушка обеспечивает давление набивки, поддержание постоянной подушки от выстрела к выстрелу является ключевым фактором для обеспечения целостности детали. Допустимые отклонения зависят от требований к допуску детали.
Типичный допуск подушки составляет ±10%, что обеспечивает достаточную свободу действий при отклонениях в работе оборудования, но при этом позволяет добиться воспроизводимых характеристик. Анализ исторических данных помогает формовщикам оптимизировать допустимую вариативность подушки в зависимости от требований к возможностям каждой пресс-формы.
Как увеличить подушку при литье под давлением
Если ваша нынешняя подушка недостаточна, вот проверенные способы безопасно увеличить ее:
1. Проверьте настройки процесса
Начните с того, что убедитесь, что скорости переноса и впрыска не установлены слишком быстро. Чрезмерная скорость может привести к преждевременному "перерасходу" имеющейся подушки.
Затем уменьшите давление упаковки и удержания. Использование более низкого давления часто позволяет увеличить накопление подушки.
Наконец, слегка растяните упаковку. Это даст дополнительную свободу для продвижения винта перед фиксацией.
2. Увеличить противодавление
Увеличение противодавления напрямую противодействует движению шнека, позволяя накапливаться большему количеству материала. Начните с консервативного подхода и постепенно повышайте давление.
Слишком большое противодавление может привести к перегреву/деградации полимера. Внимательно следите за любыми признаками нежелательного изменения свойств материала.
3. Убедитесь в том, что форсунка закрыта
Если отверстия сопла не полностью закрываются между выстрелами, расплав может излишне вытекать в обратном направлении.
Осмотрите контрольные кольца, возвратные винты и сопла для горячего хода на предмет надлежащего уплотнения. При необходимости замените изношенные компоненты.
4. Снижение скорости заполнения
Слишком быстрое заполнение формы уменьшает количество подушки, создаваемой на начальном этапе. Попробуйте уменьшить скорость заполнения небольшими порциями, пока не стабилизируется целевое значение подушки.
Однако слишком медленная скорость заполнения также может вызвать проблемы. При регулировании скорости заполнения убедитесь, что сохраняется приемлемый внешний вид детали.
5. Проверьте наличие изношенных компонентов
Со временем бочки, винты и обратные клапаны изнашиваются и теряют согласованность. Поручите квалифицированному специалисту проверить основные компоненты оснастки и заменить их, если допуски значительно отклонились от нормы.
Хотя ремонт изношенных деталей может обойтись недешево, восстановление работоспособности термопластавтомата приносит дивиденды в виде повышения производительности процесса и снижения количества брака.
Выбор правильного размера подушки
Несколько факторов определяют подходящий размер подушки для каждой формы:
- Размер машины - Для более крупных инжекторов требуется большее расстояние между подушками.
- Вязкость материала - Для материалов с более высокой вязкостью требуется больше подушки.
- Скорость заполнения - Для более быстрого заполнения требуется большее давление.
- Размер детали - Для крупных деталей требуется больше времени на упаковку.
- Требования к допускам - Более жесткие допуски требуют меньших отклонений.
В рабочем окне этих ограничений находится оптимальный размер подушки и допустимая вариативность. Датчики преобразователя давления предоставляют данные о давлении в полости в режиме реального времени, чтобы помочь формовщикам выбрать оптимальные параметры подушки.
Последовательное следование этим спецификациям подушки является жизненно важным для воспроизводимости результатов формования. Постоянный контроль позволяет устранить любые отклонения до того, как будут изготовлены плохие детали.
Слишком большая или слишком маленькая подушка может стать причиной проблем
Недостаточное количество подушек обеспечивает недостаточное давление при упаковке, в то время как чрезмерно большие подушки могут переуплотнить материал.
Слишком большие подушки также увеличивают риск попадания в деталь деградированного пластика. Нахождение правильного баланса позволяет избежать этих дефектов. Исторические данные помогают формовщикам оптимизировать подушку для стабильной работы.
На вынос
Поддержание давления в сальнике необходимо для производства цельных и качественных деталей, изготовленных методом литья под давлением. Такая зависимость упаковки от давления подчеркивает важность подушки.
Настройка подушки позволяет формовщикам достичь необходимой плотности упаковки для каждой пресс-формы. После определения плотности подушки ее постоянный контроль необходим для обеспечения стабильного выпуска деталей хорошего качества.
Понимание подушки проливает свет на этот жизненно важный элемент, отделяющий производство высокоэффективных компонентов от производства лома.