Injection molding is an integral part of modern manufacturing. This process creates complex plastic parts at high speed using molds. When heated plastic gets injected into the mold, it travels through a channel called a sprue. So what exactly is a sprue in injection molding? As a professional plastic injection molding manufacturer, I will help you find it out!
What is sprue in injection molding?
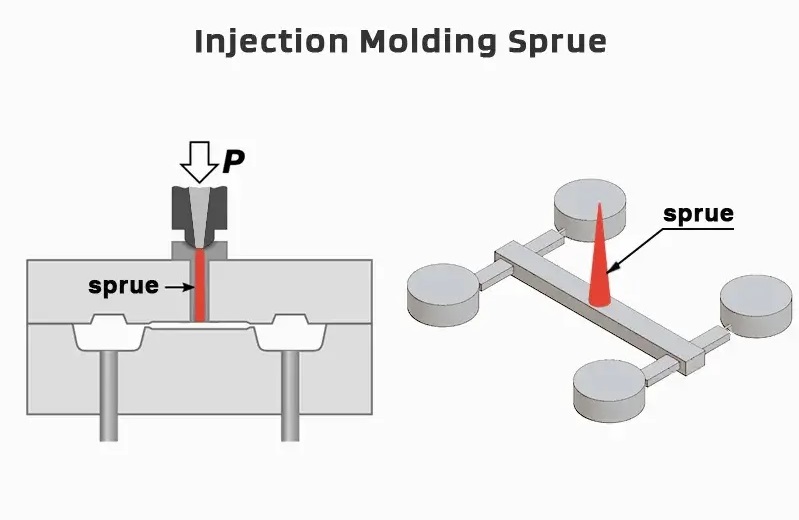
A sprue is a passage that allows molten plastic to flow from the injection nozzle into the mold cavity. It serves as a conduit to transfer material from the barrel of the injection molding machine to the mold.
The sprue marks the entry point for the plastic into the mold’s runner and gate system. It is the first channel that the molten polymer flows through after exiting the nozzle. Proper sprue design is critical for a smooth mold filling process and good part quality.
Types of sprues
There are two main categories of sprues in injection molding – hot and cold. Let’s look at both:
Hot sprue
A hot sprue remains heated during the injection molding cycle to keep the plastic molten as it flows into the mold cavity. Hot sprues have an integrated heating element, usually a bushing around the sprue nozzle area.
Some benefits of using a hot sprue include:
- Faster cycle times since the sprue stays molten between shots
- Better filling of complex and large part geometries
- More consistent part quality
The downsides are higher mold costs and being difficult to handle when hot. Hot sprues suit parts made of high melt flow polymers like polycarbonate and polyethylene.
Cold sprue
Unlike hot sprues, cold sprues don’t have any heating elements built-in. So the plastic freezes inside the sprue once it hits the mold cavity. The frozen sprue snaps off the finished part easily after molding.
Some pros of cold sprues:
- Lower mold costs compared to hot
- Easy to remove parts after molding
- Require less maintenance
Cons include inconsistent cavity filling and bad surface finishes in parts. Cold sprues usually suit less viscous polymers like polypropylene, polystyrene and other commodity resins.
Sprue design considerations
Optimizing sprue design is key for minimizing defects like flow marks, incomplete cavity filling and long cycle times. Here are some things to consider:
Diameter
Proper sprue diameter ensures laminar flow without too much turbulence. It depends on injection velocity, gate locations and positions. Typically, sprue diameter matches the size of the injection nozzle bore.
Length
Longer sprues can cause material degradation from excessive heat loss. Short sprues may create an abrupt pressure drop. Keep sprue lengths between 6 to 10 times the nozzle diameter for optimal performance.
Shape and taper
The sprue inlet should match the curved profile of the nozzle to prevent leakage. A smooth taper from wider at inlet to narrower at runner promotes even flow. Standard tapers range between 2° to 6°.
Location
Place sprue close to the thickest sections of the mold cavity where plastic temperature can stay high. Avoid thin areas that are prone to early freezing.
Proper sprue placement and design ensures parts fill evenly and reduces common defects like short shots. This optimizes part quality, minimizes material usage and reduces overall cycle times in injection molding production.
Does injection molding always need a sprue?
For most molded components, incorporating a sprue is necessary to transfer material from nozzle to cavity and allow proper venting. However in some cases, direct sprue gates may be an option.
A direct sprue gate combines the functions of a sprue and gate in one. The polymer flows straight from the nozzle tip into the part cavity.
While simple, these sprue gates have limitations:
- Only works for single small cavities. Not practical for multiple complex cavities.
- No real control over material flow and pressure
- Nozzle tip needs to be in extremely close proximity to cavity entrance
Due to such constraints, sprue gates rarely see use in production injection molding.
Final thoughts
Understanding what is sprue in injection molding helps appreciate its importance for quality parts. Sprues feed material from barrel to mold and dramatically affect the molding process.
While often seen as trivial, optimizing sprue design should not get overlooked. Factors like diameter, length, taper angle and placement directly impact cycle efficiency, scrap reduction and cost savings from faster cycles.
Every sprue in plastic injection requires customization based on location constraints, material being molded, part geometry and production volumes. Partnering with experienced mold makers enables creating robust sprue and runner layouts for injection molding excellence.